





第三步:糊制表面層

圖6 機艙罩頂蓋部分鋪覆表面氈
在等到膠衣表面固化到粘手不粘膠的時候開始鋪覆表面氈,此時既可以提高膠衣與表面氈的粘結力,又可以較好的控制樹脂的用量。表面氈可以預先在模具表面鋪覆好,然后開始涂覆樹脂。糊制時以樹脂剛好浸透表面氈為準,控制好樹脂用量。表面氈層氣泡一定要做到盡可能的少,否則會直接影響日后模具的耐久性。
第四步:糊制增強層

圖7 機艙罩頂蓋部分短切氈的鋪覆
機艙罩模具增強層一般采用短切氈,短切氈為各向同性纖維制品,可以減少模具在固化過程中產生的內應力差,從而達到減少變形的目的。樹脂則要求采用耐熱性能好的低收縮模具專用樹脂或環氧樹脂,以減少模具的收縮率,提高其耐熱性。
同時在模具中間使用輕木夾芯材料,可以增加模具的剛度、減少形變。大型模具的剛性和尺寸的精確度是較難控制的,而輕質高強的Balsa輕木則是制作大型葉片、艙罩模具的首選夾芯材料。其獨特的生長環境和細胞結構造就了這種材質高比剛度、比強度的特點,幾乎所有的葉片、艙罩模具均采用夾芯材料Balsa輕木來減重、增強。
同樣,在本道工序充分固化后,檢查氣泡,挑破并用砂紙打磨去除毛刺。

圖8 增強層采用了零收縮模具樹脂

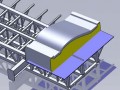
圖9 增強層中間采用輕木夾芯

圖10 輕木糊制現場

圖11 增強層糊制后的機艙罩下倉








 魯ICP備2021047099號
魯ICP備2021047099號