





片狀模塑料(簡稱SMC)是由不飽和聚酯樹脂、低收縮添加劑、填料、固化劑、增稠劑、脫模劑和玻璃纖維等組成的一種干片狀的預浸料,它具有收縮率低、強度高、成型方便等特點,特別適合工業化大規模生產。隨著國內SMC生產制造技術、模壓成型技術的不斷提高,模具成本的降低、政府對工作環境等要求的提高,原來許多由手糊、噴射等工藝進行成型的產品,固化時間長、生產效率低、勞動力大、對環境有污染, 開始逐步使用SMC模壓成型工藝。國內SMC已廣泛應用于電器工業,如開關柜外殼、滅弧片、隔護板等;用于汽車、拖拉機駕駛室外殼,火車車廂窗框、坐禱;建筑用設施,如浴盆、凈化槽等。
目前國內SMC模塑料的生產廠家很多,但是大部分廠家生產的SMC片材寬度僅為0.6米,生產SMC片材3KG/米,生產能力6噸/8小時,(1米寬SMC片材為5KG/米,生產能力10噸/8H)。并且當模壓大面積制品時,由于片材鋪層面積不夠,使片材流程加長,產生纖維取向收縮,造成表面波紋;嚴重時會進入空氣,使制品截面出現氣孔和對結線。這就需要生產大寬幅的SMC片材。
SMC片材由0.6米寬增加到1米,每米的玻纖含量由0.6公斤就增加到了1公斤。如何浸潤好這些增加近一倍的玻璃纖維,做到增稠控制一致性,就成為了該課題的技術關鍵。如果片材很硬,常常導致壓制時的流動性不好;太軟,工人在操作時粘手,外表面的薄膜上也粘滿了樹脂,不僅增加了操作上的不便,而且壓制的成型品易出現氣泡等缺陷,局部位置強度差,制品容易開裂。
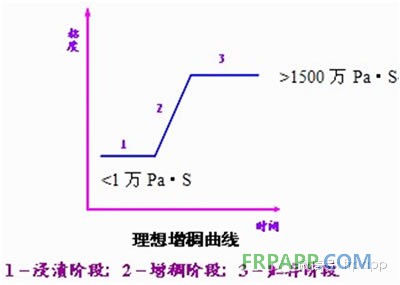
1) 初期浸漬階段,樹脂增稠要足夠緩慢,保證玻纖良好的浸漬。一般要求半小時內粘度不超過6萬厘泊。
2) 增稠階段速度要足夠快,能夠盡快進入模壓操作。即樹脂糊粘度大于1500萬厘泊。
3) 模壓料達到模壓粘度時,粘度保持平穩,有較長的貯存壽命。
做好增稠粘度的控制,可以帶來以下優點:
1) SMC片材表面不粘手,易于操作;
2) SMC成型時,玻璃纖維能夠流向成型品的所有部分,保證成型品各部分物理、化學性能的穩定;
3) 使成型品具有好的外觀。
當前,國家非常重視民用電器產品的防火安全問題 所以,研究SMC配方及工藝,制定和控制增稠曲線,生產合格的1.0米寬阻燃SMC片材,是當前比較熱門的課題。
實驗部分
1 主要原材料
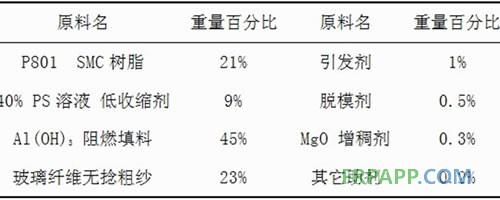
SMC的組成比較復雜,使用的原材料多達十多種,每種原材料的種類、性能、質量及其相互配比對SMC的生產工藝,成型工藝及最終制品的性能、價格都有很大影響。常用原材料見下表。

2 主要實驗設備
SMC生產機組、高速分散機、BROOKFEILD粘度計、電子萬能力學實驗機、沖擊實驗機、200T模壓壓機及樣條模具、樹脂生產用制氮機和空壓機。
3 SMC生產工藝
1) 生產阻燃SMC配方
2) SMC生產設備
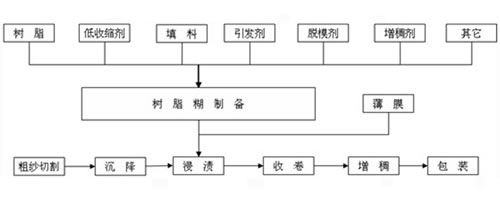
SMC 生產設備分二部分:一是配制樹脂糊設備, 一般使用立式高速分散機;二是SMC復合機,工藝流程如下圖所示。
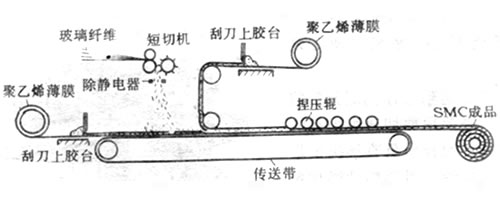
3)SMC成型過程示意圖
4 料脂糊制備
1) 樹脂、低收縮劑和引發劑,在低剪切力下混合攪拌均勻。
2) 脫模劑和填料混合到溫度達到32-37℃時為止。
3) 加入增稠劑MgO混合一分鐘后,將樹脂糊送到SMC機組刮料槽內。
5 SMC復合
將制好的樹脂糊加入上下兩個樹脂糊槽中,開動復合機,下薄膜放卷,經下樹脂刮刀后,薄膜被均勻地涂敷上一定厚度的樹脂糊。當其經過纖維沉降區時,粗紗經切割后均勻地沉降其上。短切無捻粗紗長度為25mm,玻纖含量23%。承按了短玻璃纖維的薄膜, 在復合輥處與以同樣方式涂敷樹脂糊的上薄膜復合,將玻纖夾在中間,形成夾層結構。夾層在浸漬區受到一系列壓輥的滾壓作用,使樹脂糊浸透纖維。最后由收卷裝置收集成卷。
6 SMC 增稠
送往熟化間增稠,直至不粘手,可剪裁、稱量及模塑為止。通常采用加速增稠。加速增稠一般可在帶有鼓風設備的熟化室內進行。加速增稠, 溫度為35~40℃ ,時間約10小時。但最后還應以增稠曲線判定增稠的程度和結果。
7 樣條模壓
用60T壓機,模溫為155℃,保壓壓力為15Mpa,保壓時間為120s的條件下壓制:φ100X3的圓形試片15塊,用于顏色、外觀、收縮率、電氣強度的測試;120X(10±0.2)X(4±0.2)試片用于沖擊強度和彎曲強度的測試。樣條冷卻24H后,方可進行檢測。
阻燃SMC技術指標











 魯ICP備2021047099號
魯ICP備2021047099號