





纖維纏繞工藝是樹脂基復合材料的主要制造工藝之一。纏繞的主要形式有三種環向纏繞、平面纏繞及螺旋纏繞。三種方法各有特點,濕法纏繞方式因其對設備的要求相對簡單和制造成本較低而應用最為廣泛。
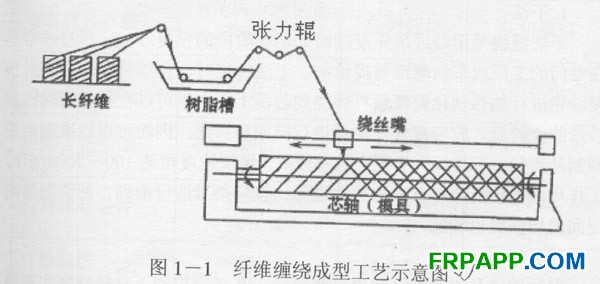
維纏繞工藝是樹脂基復合材料的主要制造工藝之一。是一種在控制張力和預定線型的條件下,應用專門的纏繞設備將連續纖維或布帶浸漬樹脂膠液后連續、均勻且有規律地纏繞在芯模或內襯上,然后在一定溫度環境下使之固化,成為一定形狀制品的復合材料成型方法。纖維纏繞成型工藝示意圖1-1。
纏繞的主要形式有三種(圖1-2 ):環向纏繞、平面纏繞及螺旋纏繞。環向纏繞的增強材料與芯模軸線以接近90度角(通常為85-89度)的方向連續纏繞在芯模上,平面纏繞的增強材料以與芯模兩端極孔相切并在平面內的方向連續纏繞在芯模上,螺旋纏繞的增強材料也與芯模兩端相切,但是在芯模上呈螺旋狀態連續纏繞在芯模上。

纖維纏繞技術的發展與增強材料、樹脂體系的發展和工藝發明息息相關。盡管在漢代就有在長木桿外加縱向竹絲及環向蠶絲后浸漬大漆制造戈、戟等長兵器桿的工藝,但直到20世紀50年代纖維纏繞工藝才真正成為一種復合材料制造技術。1945年首次應用纖維纏繞技術成功制造了無彈簧的車輪懸掛裝置,1947年第一臺纖維纏繞機被發明。隨著碳纖維、芳綸纖維等高性能纖維的開發和微機控制纏繞機的出現,纖維纏繞工藝作為一種機械化生產程度很高的復合材料制造技術,得到迅速的發展,20世紀60年代開始在幾乎所有可能的領域都得到了應用。
根據纏繞時樹脂基體所處的化學、物理狀態不同,纏繞工藝可分為干法、濕法及半干法三種。
1.干法
干法纏繞采用經過事先浸膠而處于B階段的預浸紗帶。預浸紗帶是在專門的工廠或車間制造與提供的。干法纏繞時,在纏繞機上需先對預浸紗帶進行加熱軟化處理后再纏繞到芯模上。由于可以在纏繞前對預浸紗帶的含膠量、膠帶尺寸及質量進行檢測和篩選,因而可以較準確地控制制品質量。干法纏繞的生產效率較高,纏繞速度可達100-200m/min,工作環境也較清潔。但干法纏繞設備比較復雜且造價很高,纏繞制品的層間剪切強度也較低。
2.濕法
濕法纏繞是將纖維經集束、浸膠后,在張力控制下直接纏繞在芯模上,然后再固化成型。濕法纏繞的設備比較簡單,但由于紗帶浸膠后立即纏繞,在纏繞過程中對制品含膠量不易控制和檢驗,同時膠液中的溶劑固化時易在制品中形成氣泡、孔隙等缺陷,纏繞時張力也不易控制。同時,工人在溶劑揮發氣氛和纖維短毛飛揚的環境中操作,勞動條件較差。
3.半干法
與濕法工藝相比,半干法是在纖維浸膠到纏繞至芯模的途中增加一套烘干設備,將紗帶膠液中的溶劑基本上驅趕掉。與干法相比較,半干法不依賴一整套復雜的預浸漬工藝設備。雖然制品的含膠量在工藝過程中與濕法一樣不易精確控制且比濕法多一套中間烘干設備,工人的勞動強度更大,但制品中的氣泡、孔隙等缺陷大為降低。
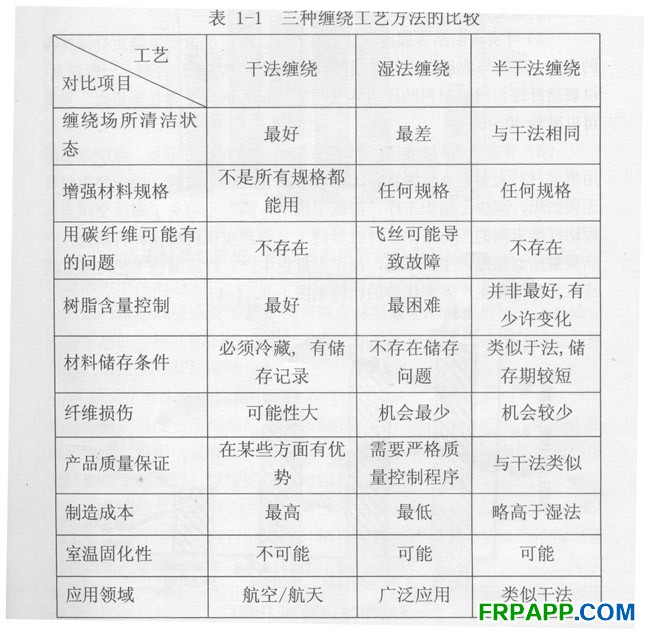
三種方法各有特點,濕法纏繞方式因其對設備的要求相對簡單和制造成本較低而應用最為廣泛。三種纏繞工藝方法的優缺點比較見表1-1。








 魯ICP備2021047099號
魯ICP備2021047099號